Destek Yöntemi
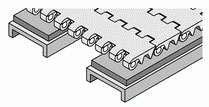
HONGSBELT modüler konveyör bandının en iyi destekleme yöntemi, bandın altında destek olarak aşınma şeritlerinin kullanılmasıdır.Bandı desteklemek için makaraları kullanmaktan kaçınmak için; çünkü makaralar arasındaki boşluk, modüllerin bağlantı konumunda olağandışı titreşime neden olacak ve dişliler, konveyör bandına yanlış bir şekilde bağlanacaktır.Aşınma şeritlerini desteklemenin iki normal yolu vardır;biri paralel düzenleme, diğeri ise şivron düzenlemedir.HONGSBELT konveyör bantları her iki destekleme yolunda da desteklenebilmektedir. HONGSBELT seri ürünleri çeşitli aşınma şeritlerinin tasarımına uygundur.
Paralel Düzenleme
Düz aşınma şeritleri çerçeveye yerleştirilir ve bandın taşıma yönüne paraleldir.HONGSBELT ürünlerinin benimsediği en popüler tasarımdır.
Paralel Aşınma Şeridi için Kurulum Açıklaması
Aşınma şeritleri için en iyi düzenleme, sıcaklık değişiminin neden olduğu termal genleşme ve büzülme nedeniyle aralığın büyümesini önlemek için aşınma şeritlerini yanal çapraz yöntemle birbirine geçirmektir.Bu, oluk şeklinde boşluk oluşmasına neden olur ve çalışma sırasında konveyör bandının batması nedeniyle gürültüye ve olağandışı duraklamalara neden olur.
Perde düzenlemesi ile ilgili olarak lütfen sol menüdeki Perde Diyagramına bakın.
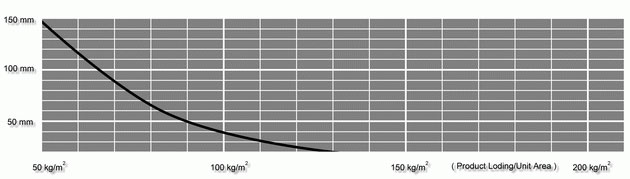
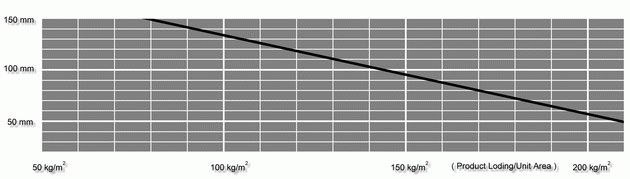
Hatve Diyagramı - Seri 100'ün P'si
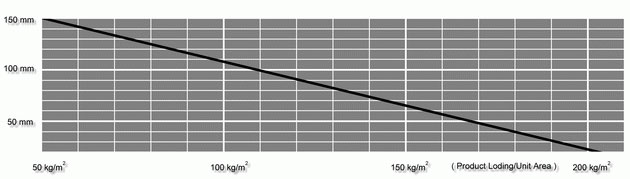
Notlar
Yukarıdaki grafik, destekleyici aşınma şeridi merkezinin aralık verileridir;bu veriler yaklaşık değerlerdir ve yalnızca referans amaçlıdır.Lütfen kurulum sırasında ortalama ve eğri verisinden daha küçük bir değer ayırın.
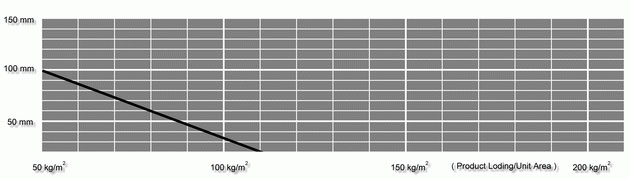
Hatve Diyagramı - Seri 200 Tip A'nın P'si
Notlar
Yukarıdaki grafik, destekleyici aşınma şeridi merkezinin aralık verileridir;bu veriler yaklaşık değerlerdir ve yalnızca referans amaçlıdır.Lütfen kurulum sırasında ortalama ve eğri verisinden daha küçük bir değer ayırın.
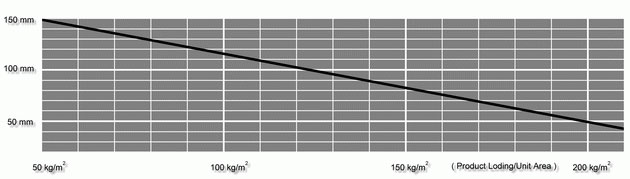
Hatve Diyagramı Tablosu - Seri 200 Tip B'nin P'si
Notlar
Yukarıdaki grafik, destekleyici aşınma şeridi merkezinin aralık verileridir;bu veriler yaklaşık değerlerdir ve yalnızca referans amaçlıdır.Lütfen kurulum sırasında ortalama ve eğri verisinden daha küçük bir değer ayırın.
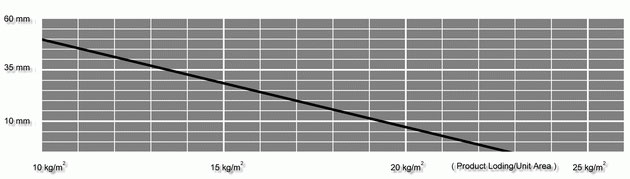
Hatve Diyagramı Tablosu - Seri 300 P
Notlar
Yukarıdaki grafik, destekleyici aşınma şeridi merkezinin aralık verileridir;bu veriler yaklaşık değerlerdir ve yalnızca referans amaçlıdır.Lütfen kurulum sırasında ortalama ve eğri verisinden daha küçük bir değer ayırın.
Hatve Diyagramı - Seri 400'ün P'si
Notlar
Yukarıdaki grafik, destekleyici aşınma şeridi merkezinin aralık verileridir;bu veriler yaklaşık değerlerdir ve yalnızca referans amaçlıdır.Lütfen kurulum sırasında ortalama ve eğri verisinden daha küçük bir değer ayırın.
Hatve Diyagramı - Seri 500'ün P'si
Notlar
Yukarıdaki grafik, destekleyici aşınma şeridi merkezinin aralık verileridir;bu veriler yaklaşık değerlerdir ve yalnızca referans amaçlıdır.Lütfen kurulum sırasında ortalama ve eğri verisinden daha küçük bir değer ayırın.
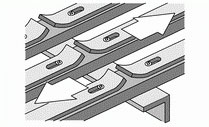
Chevron Aşınma Şeritleri Düzenlemesi
Aşınma şeritlerini şivron düzenine yerleştirmek için;bandın tüm genişliğini destekleyebilir ve bandın aşınma durumu ortalama olarak dağılacaktır. Bu düzenleme aynı zamanda ağır yükleme uygulamaları için de iyidir.Yükü ortalama olarak dağıtabilir ve bandın destek genişliğini azaltabilir;doğrusal hareketteki yönlendirme etkisi de düz aşınma şeritlerinden daha iyidir.Önerdiğimiz en iyi destekleme yöntemidir.
Chevron Aşınma Şeritleri Düzenlemesinin Kurulumu
Şivron düzenlemeli aşınma şeritlerini takarken lütfen aşınma şeritlerinin yatay teğet açısı θ ile adım düzeni P1 arasındaki ters ilişkiye özellikle dikkat edin.Lütfen aşınma şeritlerini, bant ve aşınma şeritlerinin temas noktasında ters üçgen şeklinde işleyin;kayışın daha düzgün çalışmasını sağlayacaktır.
Chevron Aşınma Şeridi Düzenlemesi Adım Tablosu - P1
birim : mm
| Yükleniyor | ≤ 30kg / M2 | 30~60kg / M2 | ≥ 60kg / M2 | ||||||||||
| DEG. | 30° | 35° | 40° | 45° | 30° | 35° | 40° | 45° | 30° | 35° | 40° | 45° | |
| Seri | 100 | 140 | 130 | 125 | 115 | 125 | 120 | 115 | 105 | 105 | 100 | 95 | 85 |
| 200A | 100 | 90 | 85 | 80 | 80 | 75 | 70 | 65 | 65 | 60 | 55 | 50 | |
| 200B | 90 | 80 | 75 | 70 | 70 | 65 | 60 | 55 | 55 | 50 | 45 | 40 | |
| 300 | 150 | 145 | 135 | 135 | 135 | 130 | 120 | 110 | 130 | 125 | 115 | 110 | |
| 400 | 90 | 80 | 75 | 70 | 70 | 65 | 60 | 55 | 55 | 50 | 45 | 40 | |
| 500 | 140 | 130 | 125 | 115 | 125 | 120 | 115 | 105 | 105 | 100 | 95 | 85 | |
Konveyörün ortalama genişliğini eşleştirmek ve eğimi kendiniz ayarlamak amacıyla eğim aralığı için lütfen yukarıdaki tabloya bakın.
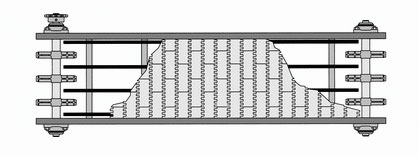
Sarkma Alanı Çözümü
Ağır yükleri taşırken veya yuvarlanma, kayma gibi dengesiz durumlarda çalışırken;yerçekimi baskısı nedeniyle bağlantı konumunda yapısal sarkma görünecektir.Bu, bant yüzeyinin aşınma şeritleri ile tahrik/Rölanti dişlisi arasında bir sarkma oluşturmasına neden olacaktır.Bandın yanlış takılmasına neden olacak ve taşıma prosedürünü etkileyecektir.
Yukarıda belirtilen durumdan kaçınmak için, kayış desteğini güçlendirmek amacıyla güçlendirilmiş aşınma şeridini kullanmanızı öneririz. Tasarımın kilit noktası, aşınma şeritlerinin dişlinin merkez konumuna yaklaşmasını sağlamaktır.
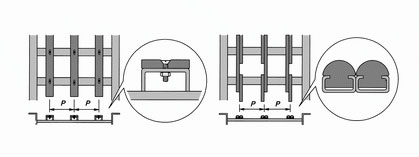
Wearstrip'ten Sprockets Center'a En Yakın Mesafe
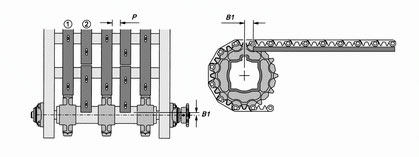
B1'in ilgili boyutu için lütfen aşağıdaki tabloya bakın.Aşınma şeritleri konum 1'e, B1 ise konum 2'ye takıldı. Yanal çapraz düzenleme arasındaki adım için lütfen Adım'a bakın
Sol menüdeki diyagram.
| Seri | B1 |
| 100 | 26 mm |
| 200 | 13mm |
| 300 | 23 mm |
| 400 | 5 mm |
Aşınma Şeritleri İşleme
Aşınma şeritleri genellikle TEFLON veya UHMW, HDPE bileşik plastik malzemeden yapılır.Piyasada satın alınabilecek çeşitli standart boyutlar vardır.Bu aşınma şeritleri, konveyör çerçevesinin C şeklindeki açılı çeliğine kaynakla tutturulabilir veya doğrudan vidalarla sabitlenebilir.Kurulum sırasında plastik malzemenin sıcaklık değişiminden kaynaklanan termal genleşmesi ve büzülmesi için yeterli boşluk bıraktığınızdan emin olun.Aşınma şeritleri üzerinde kaplanan plastik malzemenin uzunluğunun 1500 mm'yi geçmemesini öneriyoruz.
Çalışma ortamının sıcaklığı 37°C'nin altında olduğunda lütfen A yöntemini kullanın. Sıcaklık 37°C'nin üzerinde olduğunda lütfen B yöntemini kullanın. Daha iyi ve düzgün çalışma için lütfen aşınma şeridinin her iki ucundaki ara parçaları işleyin. kurulumdan önce ters üçgen.
Aşınma Şeritleri Malzemesi
Aşınma şeritlerinin ara parçalarına yönelik malzemeler genel olarak TEFLON, UHMW ve HDPE'dir.Her türlü çalışma ortamına uyacak şekilde işlenirler.Lütfen aşağıdaki tabloya bakın.
| Malzeme | UHMW / HDPE | Actel | |||
| Kuru | Islak | Kuru | Islak | ||
| Dönme Hızı | < 40M / dak | O | O | O | O |
| > 40M / dak | △ | O | O | O | |
| Ortam sıcaklığı | < 70 °C | O | O | O | O |
| > 70 °C | X | X | △ | O | |
Düşük sıcaklık
Düşük sıcaklık ortamında, UHMW veya HDPE gibi plastik malzemeden yapılmış aşınma şeritleri, fiziksel değişim, termal genleşme ve büzülme nedeniyle deforme olacaktır.Konveyörün çalışma verimliliğini etkileyecektir.
Bu nedenle, yüksek sıcaklık ile düşük sıcaklık arasındaki sıcaklık farkı 25°C'den fazlaysa, ara parçanın ayrılmasını önlemek için metal kanallı aşınma şeritlerinin kullanılması gerekir.
Yüksek sıcaklık
HONGSEBLT modüler konveyör bandı, 95°C buhar ve 100°C sıcak suya batırılmış vb. gibi tüm yüksek sıcaklıktaki ortamlarda uygulamaya uygundur. Ancak HDPE, UHMW ve diğer mühendislik plastik malzemelerinden yapılmış ara parçalarının kullanılmasını önermiyoruz. Yukarıda bahsettiğimiz yüksek sıcaklıktaki ortamlarda destek.Çünkü yüksek sıcaklıktaki ortamda ciddi oranda genleşip deforme olurlar;konveyöre zarar verir.
Ancak özel tasarımlı yapı ve aşınma şeridi normal iz üzerinde sınırlıysa, hesaplanıp genişleme boyutu çıkarıldıktan sonra yüksek sıcaklıktaki ortamdan kaynaklanan zulmün üstesinden gelinebilir.Referans için size teknik açıklama sağlamak için bol deneyime sahibiz.Daha fazla bilgi için lütfen HONGSEBLT teknik departmanı ve yerel acentelerle iletişime geçin.
Plastik malzeme yüksek sıcaklıktaki ortamda yumuşar;Aşırı ağırlık yüklemesi sürtünmeyi artıracak ve kayışa ve motora zarar verebilecek aşırı yüke neden olacaktır.Bu nedenle sıcaklığın 85°C'nin üzerinde olduğu çalışma ortamında paslanmaz çelik bağlantılarla bant mukavemetini %40'a düşürmeniz gerekir.
Uzun süredir edindiğimiz tecrübeye göre, yüksek sıcaklıktaki ortamlarda taşıma hızı yavaş olacaktır.Islak veya su altı ortamda pürüzsüz yüzeyli paslanmaz çelik ürünleri kullanmanızı öneririz ve temas alanı 20 mm'yi geçemez.Paslanmaz çeliği TEFLON yüzey işlemiyle de kullanabilirsiniz, sürtünme faktörünü azaltmada iyidir.